Copper sulphide ore is beneficiated by froth flotation. The flowsheet crushes and grinds ore to 60-75% passing 75 micron, then floats copper minerals in a rougher-scavenger-cleaner circuit to produce a 20-30% Cu concentrate at 85-95% recovery. Equipment includes crushers, a ball mill with cyclones, flotation cells, a thickener and a filter for dewatering.
Most of the world’s copper comes from sulphide ores, and almost all of those ores are concentrated the same way: by froth flotation. The flowsheet is conceptually simple, crush, grind, float, dewater, but the details, especially grind size, reagent scheme and circuit configuration, decide whether you ship a clean 28% Cu concentrate or a penalized one. This guide walks the standard copper flotation flowsheet and the equipment at each stage.
Why flotation for copper
Copper sulphides such as chalcopyrite, bornite and chalcocite are too low-density to separate by gravity and too non-magnetic for magnetic methods, but their surfaces can be made water-repellent (hydrophobic) with a collector so they attach to air bubbles and float. Gangue minerals stay wetted and sink. Flotation is selective enough to separate copper minerals from pyrite and even, with the right reagents, to separate copper from molybdenum or lead-zinc. That selectivity is the core of the flowsheet.
The economic driver is the upgrade ratio. A typical porphyry copper ore grades only 0.5-1% Cu, far too low to smelt directly; freight and smelting of that diluted material would be ruinous. Flotation concentrates the copper roughly 20- to 50-fold into a 20-30% Cu product, so that only a small mass of high-value concentrate is shipped to the smelter while the bulk of the ore reports to tailings on site. Every percentage point of recovery lost is paid copper left in the tailing, which is why the flowsheet is engineered around recovery first and grade second, within smelter penalty limits.
The flowsheet, stage by stage
1. Crushing
Run-of-mine ore is crushed in two or three stages to a mill feed size, commonly below 10-15 mm. A jaw crusher handles primary reduction and a cone crusher takes secondary and tertiary duty. Feeders and screens, from the screening range, keep the circuit fed and closed.
2. Grinding and classification
Grinding liberates copper minerals from gangue, the single most important step for recovery. Typical flotation feed is 60-75% passing 75 micron, though finely disseminated ores need finer. A wet ball mill runs in closed circuit with a hydrocyclone cluster that returns coarse particles for regrinding and sends correctly sized pulp to flotation. Grind too coarse and copper stays locked; grind too fine and you waste power and generate slimes that hurt selectivity.
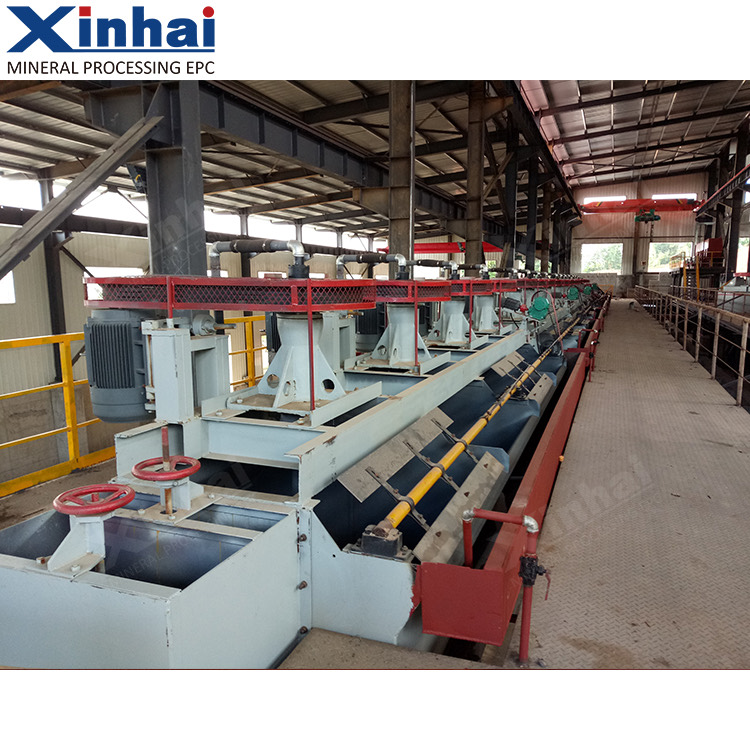
3. Flotation: rougher, scavenger, cleaner
The conditioned pulp enters the flotation circuit, the heart of the plant:
- Rougher: recovers the bulk of copper into a rough concentrate as fast as possible.
- Scavenger: treats rougher tailing to catch the last recoverable copper, improving overall recovery.
- Cleaner (often two or three stages): re-floats the rougher/scavenger concentrate to reject entrained gangue and lift grade to a saleable 20-30% Cu.
A copper flotation plant built from mechanical flotation cells provides the aeration and agitation each duty needs. Reagents, collector, frother, lime for pH control and depressants for pyrite, are dosed to the conditioning stage and tuned to the ore. See the full flotation equipment range for cell sizing.
Cell selection and arrangement matter as much as cell type. Roughers are usually larger cells run at higher pulp level to maximize froth recovery, while cleaners are smaller and run deeper to reject gangue. The reagent suite is dosed in stages: a primary collector such as a xanthate, sometimes supplemented by a dithiophosphate for selectivity, a frother to control bubble size and froth stability, lime to raise pH and depress pyrite, and where needed a specific depressant. A common error is over-dosing collector, which floats more pyrite and dilutes the concentrate; dosing to the rougher feed and staging additions through the bank gives cleaner separation at lower reagent cost. Froth depth, air rate and pulp level are the operator’s day-to-day levers for holding grade and recovery as feed changes.
4. Dewatering
The cleaner concentrate is thickened in a thickener to recover water, then filtered to a shippable cake, while flotation tailings are thickened and sent to storage with process water returned to the plant. Concentrate moisture is a real cost: every percent of water shipped is freight paid on water, so a filter that delivers a low-moisture cake earns its keep on long export hauls. On the tailings side, returning clarified water to the mill cuts freshwater make-up and the energy to pump it, which is significant given flotation circuits run at high water-to-solids ratios.
Typical performance figures
| Parameter | Typical range |
|---|---|
| Feed grade | 0.5-2% Cu |
| Grind size (flotation feed) | 60-75% passing 75 micron |
| Concentrate grade | 20-30% Cu |
| Copper recovery | 85-95% |
| Rougher residence time | 10-20 minutes |
| Cleaner stages | 2-3 |
Design choices that drive results
- Grind size: set by liberation tests; the biggest lever on recovery and concentrate grade.
- Reagent scheme: collector and depressant selection determine how cleanly copper separates from pyrite.
- Circuit configuration: the number of cleaner stages trades grade against recovery; over-cleaning loses copper.
- Oxide content: oxidized copper does not float well and may need sulphidization or a leach route instead.
- By-products: gold, silver and molybdenum often report with copper and can add significant value if the flowsheet accounts for them.
Build the circuit around your ore
Two copper ores rarely respond identically, so the reagent scheme, grind and cell count must be set from testwork, not copied. Xinhai runs the ore tests, designs the flowsheet and delivers the complete copper processing plant under an EPC+M+O contract, so crushing, grinding, flotation and dewatering are balanced to your throughput and your mineralogy. For background on how flotation compares with other recovery routes, see our overview of recovery methods.
Frequently Asked Questions
What copper concentrate grade can flotation achieve?
A well-run copper flotation circuit typically produces a concentrate of 20-30% Cu from a feed of 0.5-2% Cu, at 85-95% recovery. The exact grade depends on mineralogy, pyrite content and how many cleaner stages are used. Pushing grade higher usually costs recovery, so the target is set by smelter terms and the grade-recovery trade-off for your ore.
What grind size is needed for copper flotation?
Most copper sulphide ores are floated at 60-75% passing 75 micron. Finely disseminated ores need finer grinding to liberate the copper minerals, while coarse-grained ores can float at coarser sizes, saving grinding power. The optimum grind is determined by liberation testwork, balancing recovery against grinding cost and slimes generation.
Why use rougher, scavenger and cleaner stages?
Each stage has a job. The rougher recovers the bulk of copper quickly, the scavenger recovers the last copper from rougher tailing to lift recovery, and the cleaners re-float the concentrate to reject gangue and raise grade. Splitting the duty this way achieves both high recovery and a saleable concentrate grade, which a single stage cannot do.
Can flotation recover oxide copper?
Conventional sulphide flotation does not recover oxide copper minerals such as malachite and azurite well. Mixed and oxide ores may need sulphidization before flotation, or a leach-SX-EW route instead of flotation. A mineralogical assessment of the oxide-to-sulphide ratio is essential before fixing the flowsheet, because the wrong route can leave most of the copper in the tailing.
Are gold and molybdenum recovered with copper?
Often yes. Gold and silver associated with copper sulphides report to the copper concentrate and are paid for by the smelter, adding value. Molybdenite frequently floats with copper and can be separated in a dedicated copper-moly separation circuit to produce a saleable moly concentrate. Accounting for these by-products in the flowsheet design can materially improve project economics.


